MATKAPLAR
MATKAPLAR
Matkaplar iş parçalarına deliklerinin delinmesinde ve delinmiş deliklere havşa açmada kullanılan kesici takımlara verilen addır. Delme esnasında çıkan talaşları iş parçasından uzaklaştırmak için matkap üzerinde helisel kanallar bulunur.
Helisel bir matkabın kısımları aşağıdaki şekilde görüldüğü gibi;
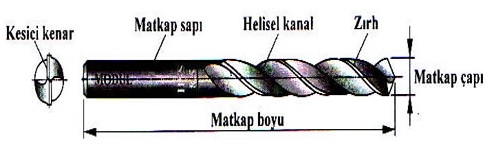 - Matkap sapı
- Matkap sapı
- Matkap boyu
- Matkap çapı
- Helisel Kanallar
- Zırh
- Kesici kenarlar
Matkap Sapı - Matkabın mandren vb. bağlama aparatına bağlandığı kısımdır.
Matkap Boyu - Sap dahil matkabın tam boyunu ifade eder.
Matkap Çapı - Matkap zırhlarından ölçülen ölçü olup delinen deliğe ölçüsünü veren çaptır.
Helisel Kanallar - Çıkan talaşların uzaklaştırılmasını sağlayan kanallardır. Bu kanallar sayesinde kesme kenarları oluşturulmuştur.
Zırh - Helisel kenarlar boyunca uzanan ve asıl kesme işlemini yapan kısımdır.
Kesici Kenarlar - Matkabın asıl kesme işlemini yapan kısmıdır.
MATKAP ÇEŞİTLERİ
Kullanım amaçlarına göre başlıca matkap çeşitleri şunlardır;
- Helisel matkaplar
- Silindirik saplı matkaplar
- Konik saplı matkaplar
- Punta matkapları
- Havşa matkapları
- Namlu matkaplar

Konunun devamı için lütfen yeşil butona tıklayınız. 
1 - HELİSEL MATKAPLAR
Delik delme işlemlerinde en yaygın kullanılan matkap türüdür. Yukarıda da vurgulandığı gibi çıkan talaşların kolaylıkla kesme bölgesinden alınarak iş parçası dışına taşınmasını sağlarlar. Silindirik ve konik saplı türleri vardır. Büyük çaplı olanlarda içten soğutma kanalları bulunur. Böylece soğutma sıvısının kesme noktasına kolaylıkla ulaşması sağlanır.
2 - SİLİNDİRİK SAPLI MATKAPLAR
Mandren vb. bağlama aparatları yardımıyla delik delmek için kullanılan matkaplardır. Çapı 16 mm ye kadar olan matkaplar silindirik saplı olarak yapılırlar.
3 - KONİK SAPLI MATKAPLAR
Mandrenlere bağlanamayacak çap büyüklüğündeki matkaplar konik saplı olarak yapılırlar. Arka kısımdaki konik sap yardımıyla salgısız ve hassas olarak bağlanabilirler.
Konik saplı matkaplar konik sapları yardımıyla doğrudan bağlanabildikleri gibi yukarıda görünen mors kovanları yardımıyla da matkap tezgahına bağlanabilirler. Bu şekilde bağlanan matkaplar aşağıdaki şekilde görüldüğü gibi mors kaması yardımıyla sökülürler.
4 - PUNTA MATKAPLARI
Punta matkapları iş parçası üzerinde delik delmeden önce matkaba kılavuzluk yapacak ön deliklerin delinmesinde kullanılan matkap türlerindendir. Ön delik delinmeden delinecek olan delikler merkezden kaçık delindikleri gibi delme esnasında matkabın kırılmasına da sebep olurlar. Punta matkapları ön delik delme işleminin yanında alından punta ile desteklenecek iş parçalarına punta deliklerinin delinmesinde de kullanılır.
5 - HAVŞA MATKAPLARI
Delinmiş olan deliklere kenar keskinliğinin giderilmesi için havşa açılır. Havşalar, havşa matkabı adı verilen ve aşağıda görülen matkaplarla açılır. Uç açıları 60º ve 90º olanları bulunmaktadır.
Havşa açma işlemi, perçin ve vida gibi bağlantı elemanlarının baş kısmının oturacağı yuvaları açmak için kullanılır. Ayrıca havşa, delik ağızlarındaki çapağın keskinliklerini almak ve eksenleri kaçık delikleri büyütmek işlemleri için de kullanılmaktadır.
6 - NAMLU MATKAPLAR
Derinliği çok fazla olan delikleri delmek için namlu matkapları kullanılır.
7 - SERT MADEN UÇLU MATKAPLAR
Özellikle yüksek devir sayısı ve ilerleme değerlerinde kullanılan matkap türleridir. Ayrıca HSS matkaplarla delinemeyecek sertlikteki iş parçalarının delinmesinde de yaygın olarak kullanılırlar.
MATKAP MALZEMELERİ
Günümüzde matkapların çoğu Yüksek Hız Çeliği (HSS - High Speed Steel) adı verilen alaşımlı çeliklerden yapılır. Matkabın ömrünü arttırmak için bazı matkaplar titanyum gibi malzemelerle kaplanır. Bu tür matkapların tamamı değil sadece kesme yapan kısımları kaplanır.
Daha sert malzemelerin delinmesinde ise kaplamalı veya kaplamasız, sert metal uçlu matkaplar kullanılır. Bu tür matkaplarda kesme yapan kısmına sert metal uçlar takılarak kullanılırlar.
DEVİR SAYISI HESABI
Matkaplarla delik delmede genel bir kural olarak matkap çapı büyüdükçe tezgaha verilecek devir sayısı küçülür., çap küçüldükçe ise devir sayısı büyür. Ayrıca delinecek malzemenin sertliği arttıkça da devir sayısı küçülür.
Matkap Tezgahlarında devir sayısı aşağıdaki formülle hesaplanır.
Kesem hızı kullanılacak matkabın ve iş parçasının malzeme cinsine göre aşağıda görüldüğü gibi teknik tablolardan seçilir.
Örnek:
Çapı 10 mm olan ve HSS malzemeden yapılmış bir matkapla çelik malzeme
delinecektir. Kesme hızı 25 m/dak olduğuna göre matkap tezgahının çalıştırılacağı devir sayısını hesaplayınız?
Verilenler İstenenler Çözüm
D = 10 mm N = ? devir/dakika N = Vx1000/πxD
V = 25 m/dakika N = 25x1000/3.14x10
N = 25000/31.4
N = 796 devir/dakika
MATKAP AÇILARI
Matkaplarla sağlıklı bir delme yapabilmek için bazı açıların çok iyi bilinmesi ve matkabın bilenmesi esnasında da bu açıların verilmesi gerekir. Aşağıdaki şekilde de görüldüğü bir matkap üzerinde dört adet açı vardır. Bunlar:
1 - Uç Açısı
Matkap uçlarının uç açısı standart olarak 118º olarak belirlenmiştir. Ancak farklı metallerin delinmesinde malzemeye uygun olarak uç açıları değişebilir. Çelik ve alaşımlarını delmek için uç açısı 118º, kırılgan gereçlerin delinmesinde ise 130º lik uç açısı kullanılır.
2 - Helis (Talaş) Açısı
Matkap üzerindeki helis kanallarını oluşturan açıdır. Kesme sonucunda ortaya çıkan talaşlar helis kanallarından dışarıya çıktıkları için helis açısı olarak da adlandırılır. Helis açısı matkabın imalatı esnasında oluşturulmaktadır. Bu nedenle daha sonradan değiştirilmesi söz konusu değildir. Bu nedenle delinecek malzeme cinsine göre matkap alırken helis açısına dikkat edilmelidir.
3 - Boşluk Açısı
Kesme esnasında matkabın kesici ağızlarının arka yüzeyinin kesilme yüzeyine sürtünmesini önlemek için verilen açılara boşluk açısı denir. Matkap ucunu bileme esnasında uç açısının bulunduğu yerden arka yüzeye doğru 6º - 8º lik boşluk açısı verilir. Boşluk açısının az ya da çok verilmesi matkap ağzının daha kolay kırılmasına ve körelmesine neden olur. Bu yüzden bileme esnasında boşluk açısının uygun değerlerde verilmesine dikkat edilmelidir.
4 - Uç kenar Açısı (Yardımcı Kesici Kenar Açısı)
Yardımcı kesici kenar olarak da adlandırılan bu kısım tam manasıyla kesme yapmaz. Boşluk açısı ile oluşan kenarın matkap eksenine yaptığı açıdır. Matkabın üretimi sırasında 55º olarak belirlenmiştir. Matkabın körelmesi durumunda yapılan bileme işleminde, uç kenar açısının tekrar 55º olacak şekilde ayarlanması gerekir
MATKAPLARIN BİLENMESİ
Malzeme cinsine göre matkap kesme açıları, matkap uçlarının delme işlemlerini gerçekleştirmesi için belirli uç açılarına sahip olması gereklidir. Delinecek malzemenin cinsine göre matkap kalitesi ve tipi seçilmeli, matkap ucu delinecek malzemeye uygun biçimde bilenmelidir.
Matkaplar elle ve alet bileme tezgahlarında olmak üzere iki şekilde bilenirler.
1 - Elle Matkapların Bilenmesi
Elle matkap bilemede işlem sırası aşağıdaki gibidir;
- Matkap bileme işlemine başlamadan önce zımpara taşı tezgâhının dayama parçasının sabit olup olmadığını kontrol etmeli.
- Aşırı kullanım sonucu yanmış ve zırh kısımları (helis kanallarını dış kısmı) aşınmış matkapların bu kısımlarının kaybolana kadar düz bir şekilde taşlanması gerekir.
- Deleceğimiz malzeme cinsine göre matkaba vereceğimiz uç açısını belirleyelim. Uç açısı çelikler için 118º, sert ve kırılgan malzemeler için ise 130º olmalıdır.
- Bileme esnasında zımpara taşı ile matkap arasındaki açı, uç açısının yarısını temsil etmektedir. Yani, kırılgan ve sert gereçlerin delinmesinde kullanılacak matkap bileniyorsa 130º in yarısı olan 65 º alınır.
- Matkabın kesme kenarlarının uzunluğu birbirine eşit olmalıdır. Eğer kesme kenarları eşit olmaz ise matkap ömrü kısa olacaktır.
- Uç açısının oluşturulması sırasında uç kenar açısı da oluşmaktadır. Bu açıda yine kontrol mastarıyla kontrol edilmelidir
- Matkap bileme esnasında elimizin başparmağı matkabın, diğer parmaklarımız ise tezgâhın alet dayama parçası üzerine gelecek şekilde olmalıdır.
- Matkabı parmaklarımız arasında kavrayarak devamlı surette taşa temasını sağlayacak şekilde tutmalıyız.
- Elimizi aşağı doğru hareket ettirirken matkap hafif bir yay şeklinde döndürülmelidir. Bu işlemler sırasında ucun fazla bastırılmaması gerekir. Aksi hâlde matkap ucunu yakabiliriz. Bileme esnasında matkap ısınacağından sık sık soğutulmalıdır.
- Bilenen matkabın kontrolü sabit açılarda yapılmış (118º) açı mastarları ile yapılır.
- Matkap uç açı mastarı yoksa sabit gönyesi ile de kontrol yapılabilir.
- Matkap bileme esnasında elimizin başparmağı matkabın, diğer parmaklarımız ise tezgâhın alet dayama parçası üzerine gelecek şekilde olmalıdır.
- Matkabı parmaklarımız arasında kavrayarak devamlı surette taşa temasını sağlayacak şekilde tutmalıyız.
- Elimizi aşağı doğru hareket ettirirken matkap hafif bir yay şeklinde döndürülmelidir. Bu işlemler sırasında ucun fazla bastırılmaması gerekir. Aksi hâlde matkap ucunu yakabiliriz.
- Bileme esnasında matkap ısınacağından sık sık soğutulmalıdır.
- Bilenen matkap uç açılarının gözle kontrolü zor olduğu için açıların kontrolünde kontrol mastarları kullanılmalıdır.
2 - Matkapların Alet Bileme Tezgahlarında Bilenmesi
Bu konu ile ilgili olarak Takım Tezgahları menüsü altında bulunan Alet Bileme alt menüsüne bakınız.
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.