KILAVUZ ÇEKME
1- KILAVUZLAR
Üzerinde bulunan dişler yardımıyla deliklerin iç yüzeyine diş açmak için kullanılan aletlerdir. kılavuzlar yüksek kaliteli seri çeliklerden (HSS – High Speed Steel) yapılır. Kılavuzların kesmesini ve çıkan talaşların akışını sağlamak için açılan talaş boşlukları düz ve helis şeklinde olur. Talaş boşlukları helis şeklinde olan kılavuzlara helis kılavuz denir. Talaş kanalları aynı zamanda yağlamayı da kolaylaştırarak kesmeye olumlu etki eder.
2- KILAVUZ ÇEŞİTLERİ
1- Ölçü sistemine göre, Metrik ve Parmak kılavuzlar
2- Kullanış şekillerine göre, El ve Makine kılavuzları
3- Yönlerine göre, Sağ ve Sol kılavuzlar
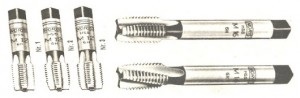
El kılavuzlar genellikle üçlü takım halinde imal edilirler. Bunlar 1 numara, 2 numara ve 3 numara olarak adlandırılırlar.
Bu konunun devamı için lütfen yeşil butona tıklayınız. 
- Birinci Kılavuz (Konik Kılavuz): Delik içine ilk kez salınacak kılavuzdur. Kılavuz başlangıcından geriye doğru 8 ile 10 diş kadar olan kısım uca doğru koniktir. Böylece kılavuzun deliği düzgün ve kolay şekilde ağızlaması sağlanmaktadır.
- İkinci Kılavuz (Ara Kılavuz): İkinci sırada salınan kılavuzdur. Uç kısmından 3 – 4 diş sivriltilmiştir.
- Üçüncü Kılavuz (Bitirme Kılavuzu): Son salınan kılavuzdur. Uç kısmı sivriltilmemiş olup vidaya son şeklini veren kılavuzdur.
Kılavuzların bu sırası kılavuzların uçlarının konikliğine bakılarak anlaşılabildiği gibi saplarındaki çizgilerden de anlaşılmaktadır.
1 nolu kılavuzun sapında tek çizgi, 2 nolu kılavuzun sapında çit çizgi, 3 nolu kılavuzun sapında ise 3 çizgi bulunur. Ayrıca kılavuz sapında kılavuzun ölçüsünü gösteren bilgiler de bulunmaktadır. Takım tezgâhlarında kılavuz açma işlemlerinde özel makine kılavuzları kullanılır.
Makine kılavuzları el kılavuzlarında olduğu gibi takım halinde değil tekli olarak imal edilirler. El kılavuzlarında uygun bir vida açma üç işlemde gerçekleşirken makine kılavuzlarında bu işlem tek seferde yapılabilmektedir. Makine kılavuzlarında kılavuz kanalları düz ve heliseldir. En çok tercih edilen türleri helisel kanallı olanlarıdır. Böylece çıkan talaşların dışarı atılması kolaylıkla yapılabilmektedir. Bu tür kılavuzlar daha kaliteli malzemelerden imal edilirler.
Kılavuz saplarında kılavuz malzemesinin cinsi (HSS), kılavuzun ölçüsü (M12) ve dişlerinin kalitesi (6H) ifadeleri bulunur.
3- MATKAP ÇAPI HESABI
Kılavuz çekmeden önce kılavuz çekilecek deliğin matkap çapının hesaplanması ve bulunan çapta delinmesi gerekir. Teorik olarak vidanın diş dibi çapına eşittir. Bu tam vida derinliğini verir fakat tam derinlikte vida açmak pratik değildir. Bu yüzden delik çapları vida diş dibi çapından büyük olur. Kılavuz çekilecek vidanın delik çapını bulmak için pratikte vida diş üstü çapından vidanın adımı çıkarılır.
Buna göre:
Matkap çapı = Vidanın diş üstü çapı – Adım olur.
Örnek:
M10 bir kılavuzla diş açılacaktır. Buna göre diş açılacak deliğin delinmesi için gereken matkap çapını hesaplayınız. M10 vidanın adımı 1.5 mm dir.
Matkap Çapı = 10 – 1.5 = 8.5 mm
4- KILAVUZ KOLLARI
Kılavuzların bağlanmasında kullanılır. Diğer bir ismi ise buji koludur. Kılavuzlar kolun kare kısmına hareketli veya sabit çenelere bağlanılır. Sabit ve ayarlı olmak üzere iki çeşidi vardır.
Sabit kılavuz kolları bir veya birkaç ölçüde kareye göre yapıldıklarından her kılavuz için kullanılamaz. Ayarlı kılavuzlar ise ayarlı olmalarından dolayı değişik ölçülerdeki kılavuzlarda kullanılabilir.
5- KILAVUZ ÇEKMEDE DİKKAT EDİLECEK HUSUSLAR
- Kılavuz çekilecek delik uygun çapta bir matkapla delinmelidir.
- Delinen deliğe kılavuzun kolay ağızlaması için uygun çapta bir matkapla havşa açılmalıdır.
- Havşa ölçüsü diş üstü çapında 120° olmalıdır.
- İş parçaya mengeneye delik ekseni dikey olacak şekilde, uygun ve emniyetli biçimde bağlanmalıdır.
- Kullanılacak kılavuz sapına uygun kılavuz kolu (Buji Kolu) kullanılmalıdır.
- Uygun bir kılavuz kolu ile 1 no lu kılavuz ağızlatılır.
- Kılavuz kavratılırken çeşitli doğrultulardan bakarak delik ekseninde olup olmadığı kontrol edilir.
- Gerekirse kontrol 90° gönye ile yapılır veya kolay ağızlatma için merkezleme uçlu kılavuzlar kullanılır.
- Kılavuza fazla bastırılmadan ileri-geri döndürülerek kullanılır.
- Kılavuz çekme işlemi esnasında uygun kesme yağı kullanılmalıdır.
- Kör deliklere diş açılmasında kılavuz ucunun delik dibine temas ederek zorlanmaması için dikkat edilir.
- Kılavuz dişlerinin tıkanmamış ve temiz olduğundan emin olunmalıdır.
- Birinci kılavuzun açtığı dişler esas olduğu için diğer kılavuzları sırasıyla kullanarak diş açma işlemi tamamlanır.
- Açılan dişler diş (vida) tarağı ile kontrol edilir.
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.