TORNALAMA İŞLEMLER İ
TORNALAMA İŞLEMLERİ
Torna tezgahlarında başlıca tornalama işlemleri ya kullanılan kesici takımın ismiyle ya da yapılan tornalama işlemiyle isimlendirilir. Bunlara örnek olarak konik tornalama, delik delme, diş açma, kanal açma, kesme, raybalama vb. verilebilir.
Başlıca tornalama işlemleri şunlardır;
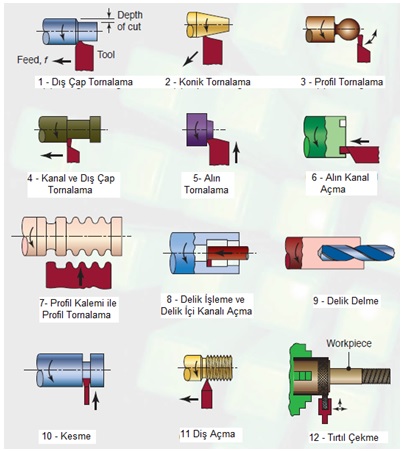
- Alın Tornalama
- Dış Çap Tornalama
- Konik Tornalama
- Delik Delme
- Pah Kırma
- Kanal Açma
- Kesme
- Profil Tornalama
- Diş Açma
- Kılavuz Çekme
- Pafta Çekme
- Rayba Çekme
- Tırtıl Çekme
- Yay Sarma
1 - ALIN TORNALAMA
En yaygın olarak kullanılan tornalama işlemlerinin başında gelir. Aşağıdaki şekilde görüldüğü gibi kesici takımın iş parçasının merkezine doğru yaptığı tornalama işlemidir. Bu tornalama işleminde torna kaleminin kesici ağzının arka kısmının iş parçasının alın yüzeyine sürtünmemesine dikkat edilmelidir.

Bu konunun devamı için lütfen yeşil butona tıklayınız. 
2 - DIŞ ÇAP TORNALAMA
En çok kullanılan tornalama işlemidir. İş parçalarının dış çaplarının silindirik olarak tornalanmasıdır. Sağ yan ya da sol yan dış çap tornalama kalemleri ile yapılır. Sağ yan tornalama işlemi puntadan aynaya doğru, sol yan tornalama işlemi ise ayndan puntaya doğru yapılır. İş parçası torna tezgâhına ayna punta arasına veya fırdöndü yardımıyla iki punta arasına bağlanndıktan sonra malzemenin cinsine göre kesme hızı seçilir. Seçilen kesme hızına göre de devir sayısı hesaplanarak torna tezgâhı ayarlanır.
3 - KONİK TORNALAMA
İş parçası üzerindeki konik yüzelerin tornalanması işlemidir. Torna tezgahlarında üç türlü konik tornalama varıdr. Bunlar;
- Sportu çevirerek konik tornalama,
- Gezer puntayı kaydırarak konik tornalama,
- Sevk kızağı ile konik tornalama.
A - Sportu Çevirerek Konik Tornalama
Bu tür tornalama işlemi torna tezgahının sportuna açı verilerek yapılır. Koniklik açısı çaptaki değişimin açısıdır. Konik tornalamada bize yarıçaptaki değişimin açısı gereklidir. Yarıçapdaki değişim ise eğimdir. Sportu çevirerek konik tornalamada bize eğim açısı gereklidir.
Koniklik Açısı Hesabı:
Büyük çapı 29 mm, küçük çapı 19 mm, konik boyu 35 mm oan bir iş parçasının konik olarak tornalanabilmesi için sporta verilecek konik açısını hesaplayınız?
D = 29 mm
d = 19 mm
l = 35 mm
α/2 = ?
Koniklik Açısı (tg α/2) = D-d / 2l = (29 - 19) / 2*35 = 10 / 70 = 0.14
Trigonomterik cetvelden tg 0.14 karşılığı α/2 = 8° olarak bulunur.
Bu formüllerle bulunan konik açısının derece olarak karşılığı Trigonometril Cetvelden bulunur. Torna tezgahının sportu cetvelde bulunan açı kadar döndürülerek konik tonalama işlemi gerçekleştirilir.
B - Gezer Puntayı Kaydırarak Konik Tornalama
Örnek:
Büyük çapı 52 mm, küçük çapı 46 mm, konik boyu 165 mm olan iş parçası konik olarak tornalanacaktır. Buna göre gezer punta kaydırma miktarını hesaplayınız.
D = 52 mm
d = 54 mm
d = 165 mm
S = (D-d) / 2 = (52-46)/2 = 3 mm
S = 3 mm.
C - Sevk Kızağı İle Konik Tornalama
Enine araba tablasının diğer tarafına sevk kızağı adı verilen aparat takılır. Sevk kızağı üzerinde a/2 kadar döndürülen hareket kayıtı bulunur. Kayıt üzerine takılmış bulunan plaka, arabanın hareketi sonucu enine arabayı koniklik oranı kadar hareket ettirir. Tablanın hareketiyle kalem, konik tornalama yapar.Enine arabanın hareket edebilmesi için vidalı hareket milinin serbest hale getirilmesi gerekir. Bu yöntemde sadece 150° ye kadar açı verilebilir.
4 - DELİK DELME
Torna tezgahlarında delik delme işlemi helisel matkaplarla yapılır. Delme işleminden önce delinecek iş parçasının alın yüzeyi düzgün olarak tornalanır. Daha sonra uygun bir punta matkabı ile heslisel matkaba kılavuzluk yapacak yani tam olarak merkezleme işlemini sağlayacak olan bir punta deliği delinir. Helisel matkap gezer puntaya takılmış olan bir mandrene bağlanır. Gezer punta iş parçasına uygun bir mesafede yaklaştırılıp tespit vidası ile torna tezgahının kayıtları üzerine tespit edilir. Daha sonra da gezer puntanın çevirme kolu elle döndürülerek delme işlemi gerçekleştirilir.
5 - PAH TORNALAMA
Pah tornalama (kırma) işlemi pah açısına (45°) uygun olarak bilenmiş torna kalemleri ile yapılır. Aksi belirtilmedikçe de pah açısı 45° dir.
6 - KANAL AÇMA
Torna tezgahlarında kanal açma işlemi iş parçalarının dış yüzeylerine, alın yüzeylerine ve delik içlerine yapılır. Açılacak kanalın biçimi kanal kaleminin profiline ve kanalın profiline göre değişir. Başlıca kanal çeşitleri;
- Düz kanallar.
- V- Trapez kanallar (Açılı kanallar)
- Yuvarlak kanallar (Kavisli kanallar)
7 - KESME
Torna tezgahlarında kesme işlemi de tıpkı kanal açma işlemine benzer. Aralarındaki en belirgin fark kesme işleminde kullanılan kesici kalemin ucu açılı, kanal açma işleminde ise düzdür. Kesme işlemi işparçasının eksenine kadar uygulanırken kanal işleminde derinlik kanal derinliği kadar açılır. Kesme kalemi ucunun açılı olmasının nedeni kesme işlemi sonunda kesilen parçanın arka yüzeyinin merkezinde çıkıntı kalmaması içindir. Böylece kesilen parçanın arka yüzeyinde tekrar tornalama işlemine gerek kalmaz.
8 - PROFİL TORNALAMA
Bu tür tornalama işleminde işlenecek olan profile uygun profil kalemi ile tornalama dalma şeklinde yapılır. Yani kesici takım iş parçasının eksenine dik olarak hareket ettirilerek profil tornalanır.
9 - DİŞ AÇMA
İş parçalarının silindirik dış yüzeylerine ve silindirik deliklerin iç yüzeylerine vida açma işlemidir. Bu işlem kullanılan kesici takımın profiline göre üçgen, kare, trapez, yuvarlak vb. diş açma olarak isimlendirilir.
10 - KILAVUZ ÇEKME
Silindirik deliklerin iç yüzeylerine diş açılmasında kullanılan ve bu amaçla üzerinde kesici helisel dişler bulunan takımlara Kılavuz denir. Kılavuzlar el ve makine kılavuzu olarak iki gruba ayrılır.
Her iki tür kılavuzla diş açma işlem sırası aşağıda açıklandığı gibidir.
- Delik içerisine açacak olduğumuz vidanın özelliğine göre (Metrik veya Whitworth) kılavuz takımı seçilir.
- Bir numaralı kılavuz seçilerek buji kılavuz koluna takılır (El kılavuzları için).
- Kılavuzun ucu uygun çapta delinmiş olan deliğe yerleştirilir.
- Gezer puntanın ucu kılavuzun kare kesitli ucundaki punta deliğine yerleştirilir.
- Tezgah uygun devire ayarlanmalıdır.
- Kılavuz kolunun öne gelen tarafı araba yüzeyine düzgün dayatılmalıdır.
- Torna tezgâhı çalıştırılarak kılavuz ağızlatılmalıdır.
- Tezgâhın çalışmasıyla birlikte gezer puntadan adıma uygun ilerleme elle çevirme kolu döndürülerek sürekli verilmelidir.
- Uygun kesme yağı kullanılarak vida açma işlemi tamamlanmalıdır.
11 - PAFTA ÇEKME
Silindirik iş parçalarının dış yüzeylerine vida açmak için kullanılan kesici aletlere pafta denir. Üzerine pafta ile vida açılacak olan iş parçası sağlam ve güvenli bir şekilde aynaya bağlanır. İş parçası uygun ölçülerde tornalanarak ucuna kırkbeş derecelik pah mutlaka kırılmalıdır.
Torna Tezgâhında Pafta Çekme İşlemi
- İş parçasını salgısız bir şekilde aynaya bağlayınız.
- Tezgâhı uygun devirde ayarlayınız.
- İş parçasının ucuna 45̊ derece pah kırınız.
- Açılacak profile uygun pafta seçerek pafta koluna takınız.
- Gezer puntayı pafta koluna dayanacak şekilde sabitleyiniz.
- Pafta kolunu boşta dönmemesi için arabaya dayayınız.
- Aynayı boşa alıp çeviriniz ve aynı zamanda pafta kolunu da ayrıca iterek parçaya ağızlatınız.
- Tezgâhı çalıştırarak vida açma işlemini tamamlayınız.
- Bu işlem esnasında mutlaka uygun kesme yağı kullanınız.
12 - RAYBA ÇEKME
Delinmiş olan deliklerin iç yüzeylerinin temiz olarak istenilen ölçülere getirilmesi için kullanılan aletlere rayba denir. Uygun rayba, raybalanacak iş parçasının çapına, sertliğine, kaldırılacak talaş miktarına ve imalat özelliklerine göre seçilir.
- İş parçası ve rayba dikkatli bir şekilde torna tezgahına bağlanır.
- Raybanın devir sayısı deliği delmek için kullanılan matkabın devir sayısına göre 1/3 oranında olmalıdır.
- Sert çeliklerde kesme hızı 5 m / dk. yı geçmemelidir.
- Raybalama esnasında mutlaka kesme yağı kullanılmalıdır.
- Raybalar ilerletildikleri hızda geri çıkarılmalıdır.
- Rayba geri çıkarılırken asal tezgah mili ters yönde döndürülmemelidir.
13 - TIRTIL ÇEKME
İş parçalarının dış yüzeylerine görsel amaçlı ya da tutma esnasında elin kaymaması için yapılan işlemdir. Herhangi bir iş parçasına İş parçası aynaya emniyetli bir biçimde bağlanır. Tezgah uygun devire ayarlanır. Tırtıl makarası ve bağlı olduğu katerler, kalemlik üzerinde, iş eksenine dik parça yüzeyine paralel konumda bağlanarak sağlam bir şekilde sıkılır. Sporttan talaş derinliği verilerek makaranın dönmesi ve parça yüzeyini ezmesi sağlanır.
Tırtıl çekme esnasında kesme yağı kullanılıarak hem işlem kolaylaştırılır hem de tırılın temiz çıkması sağlanır. Açılan tırtıla parça boyunca aynı derinlik ve temizlik elde edilene kadar otomatik ilerleme verilir. Daha sonra elle araba ilerletilerek tırtıl çekme işlemi tamamlanır.
14 - YAY SARMA
Torna tezgahlarında yay sarma işleminde aşağıda görülen ve Yay Sarma Malafası adı verilen aparatlar kullanılır. Yay malafası hazırlanırken malafanın çapı, boyu, yay teli deliğinin delik çapı ve yeri torna tezgâhında sarılacak olan yayın teknik özelliklerine bağlı olarak hesaplanır.
Yay malafası çapı, yayın iç çapı ve yay gevşeme miktarına bağlıdır.
Yay Malafası Çapı= Yay İç Çapı - Gevşeme Miktarı
Yay malafası çapı, yayın iç çapından yayın dış çapının % 15-20'i kadar küçük alınabilir. (YMÇ = Yay İç Çapı - 0.20 x Yay Dış Çapı)
Yay malafası boyu, yayın boyuna, yay deliği yerinin güvenli mesafesine ve ayna ayakları içine girecek olan güvenli bağlama mesafesine bağlıdır. Yay deliği güvenli mesafesi, yay telinin rahatlıkla takılabileceği ve bir pense vb. aletle bükülebileceği bir mesafe olmalıdır. Ayna ayaklarından itibaren en az 8- 10 mm alınmalıdır. Ayna ayakları içine girecek olan güvenli bağlama mesafesi ise ayna ayaklarının genişliği kadar olmalıdır.
Yay Malafası Boyu = Yay Boyu + Yay Deliği Mesafesi + Ayna Ayak Genişliği
Yay malafasına açılacak delik çapı yay teli çapına eşit olmalıdır ve yay deliği mesafesinde merkezden delinmelidir.
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.